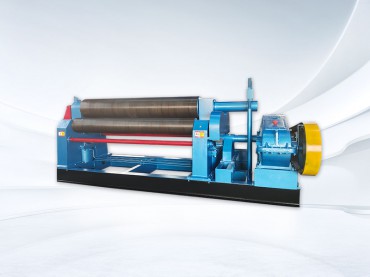
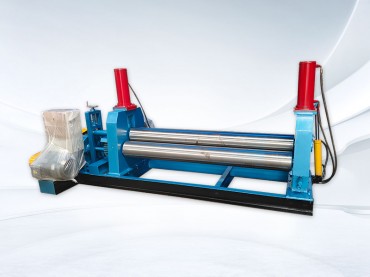
W11s-25x3000 universal upper roller plate rolling machine With pre bending

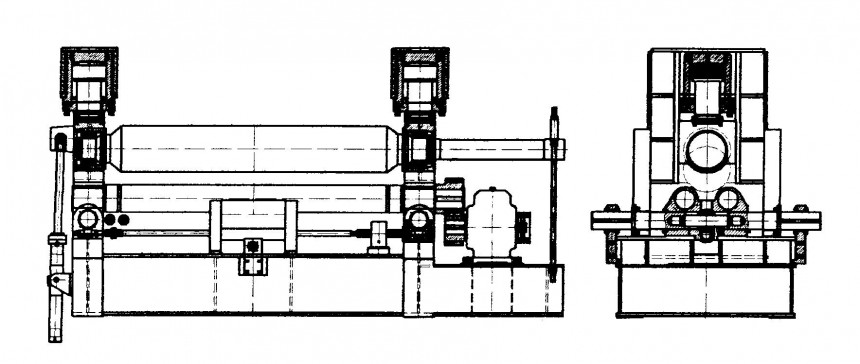
W11S-25 × 3000 Universal Rolling Machine Diagram
1、 Main body overview
This machine belongs to the hydraulic three roll plate rolling machine, which is used to load various containers of carbon steel and low-alloy steel at room temperature without turning around, and complete the processes of pre bending, rounding, and straightening the plate ends.
The upper roller can move vertically or horizontally.
Pre bending is achieved by horizontally moving the upper roller to an asymmetric position relative to the lower roller.
When rolling, the two lower rollers are driven by an electric motor and a reducer.
Due to the unchanged elevation of the lower roller, it is convenient for feeding and operation.
Using industrial touch screens, the NTOUCH touch screen can work best with PLCs.
Provide detailed electrical schematics, strictly follow the drawings for electrical wiring, and ensure that the numbers on both ends of each wire are clear and complete. The wire terminal block should be labeled with the same wire number as the wire, and corresponding markings should be made on the electrical wiring diagram and schematic.
The electrical components used in the equipment are all high-quality products from well-known enterprises. Electrical protection devices (such as current relays, air switches, etc.) undergo strict testing before installation to ensure reliable operation.
The hydraulic components used in the equipment are Yuci Oil Research products.
The equipment runs smoothly, controls flexibly, has no jamming, oil leakage, and abnormal noise.
The paint surface is smooth and shiny, the paint mold thickness is uniform, and there are no defects such as flow marks or missed spraying.
The tipping frame adopts hydraulic tipping, which has a fast speed.
The vertical displacement of the upper roller is driven by hydraulic transmission, while the horizontal movement is driven by mechanical transmission with faster speed.
The equipment has high reliability and low failure rate.
2、 Main technical parameters
1. Apply pressure of 200 tons
2. Maximum board width 3000 mm
3. The maximum thickness of the rolled plate is 25 mm
4. Upper roller diameter Φ 410 mm
5. Lower roller diameter Φ 235 mm
6. Pre bending thickness 20 mm
7. Rolling speed is about 4.2 m/min
8. Number of roller groups: 1 group
9. Equipped with a power of 30KW
10. Hydraulic motor 11KW
11. Mobile motor: 3KW
12. Size 4800 * 2200 * 2500mm
13. Weight 17 tons
3、 Main structure
The main structure of the equipment consists of an upper roller device, a lower roller and horizontal moving device, a roller support device, a main transmission device, a tipping device, left and right side frames, a chassis, and a balancing device.
3-1. Upper roller device
The upper roller device consists of a main oil cylinder, an upper roller bearing seat, an upper roller, and double row self-aligning bearings.
The two main oil cylinders provide the required pressure for rolling the sheet metal, and the working pressure of the main oil cylinder is 19.5 MPa.
Double row self-aligning bearings use low-speed, heavy-duty self-aligning roller bearings.
The upper roller is in a drum shape, and during design, the load coefficient of the maximum applied pressure on the upper roller is 0.7 uniformly distributed load to pre compensate for the deformation and deflection of the upper roller under stress.
The upper roll is made of 45 # steel, quenched and tempered after rough machining, HB260~300, and roll surface HRC40-50.
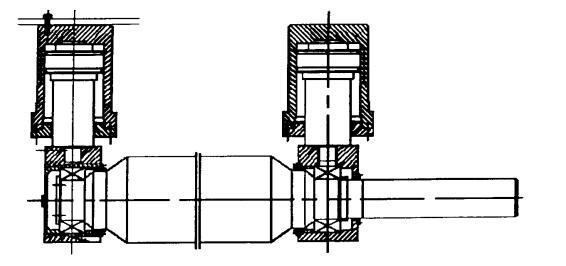
(Upper roller device)
3-2. Lower roller device
The lower roller device consists of a lower roller, a lower roller bearing seat, a lower roller input gear, a lower roller sliding bearing, etc.
The lower roll sliding bearing is made of composite material, and the lower roll is made of 45 # steel. It is quenched and tempered after rough machining, HB245~250, and the roll surface is HRC40-50.
The horizontal moving device is powered by a horizontal moving motor, which drives the horizontal movement of the upper roller device through a worm gear box, worm gear, and screw mother mechanism, achieving asymmetric rolling of the sheet metal.
The main transmission of the lower roller provides power, which is transmitted through the output gear of the main transmission, the input gear of the lower roller, and the open transmission torque to the lower roller.
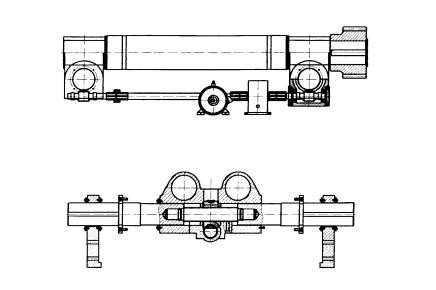
(Lower roller and horizontal moving device)
3-3. Roller device
The roller device consists of a roller, a worm gear mechanism, a wedge mechanism, etc.
The idler roller is a forged piece that has undergone quenching and tempering treatment, with a hardness of HB190~220. The surface hardness of the roller is lower than that of the lower roller.
There are four rollers in each group, and they are adjusted up and down according to the load size of the rolled sheet specifications.
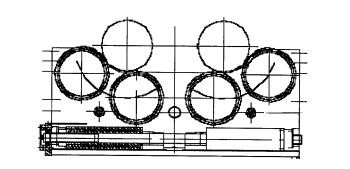
(Roller device)
3-4. Main transmission device
The main transmission device consists of a main motor, a V-belt, a cylindrical gear reducer, an electro-hydraulic push rod brake, etc. The output gear drives two lower roller gears.
The main drive can rotate in both forward and reverse directions, providing winding torque for the sheet metal.
(Roller device)
3-4. Main transmission device
The main transmission device consists of a main motor, a V-belt, a cylindrical gear reducer, an electro-hydraulic push rod brake, etc. The output gear drives two lower roller gears.
The main drive can rotate in both forward and reverse directions, providing winding torque for the sheet metal.
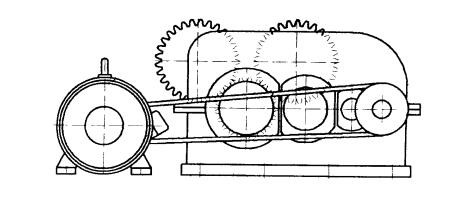
(Main transmission device)
3-5. Overturning device
The tipping device consists of a slider, a tipping cylinder, etc.
Overturning the oil cylinder piston rod with chrome plating treatment.
The flipping device facilitates the removal of products along the axial direction of the roller.
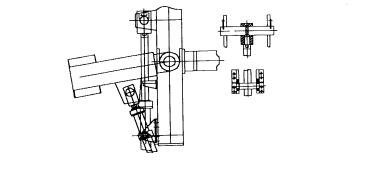
(Overturning device)
3-6. Fixed, overturned side frame, chassis
The fixed and overturned side frames and chassis are welded steel plates, and stress is removed by vibration aging after welding.
The fixed and overturned side frame is used to accommodate two main oil cylinders.
The chassis adopts a frame structure, with a high anti torsion section coefficient, few anchor bolts, and easy installation and debugging.
4、 Hydraulic system
4-1. Overall Overview
The hydraulic system consists of plunger pumps, valve groups, fluid connectors, hydraulic accessories, etc.
The hydraulic valve adopts the Yuci Oil Research Stacked Valve series, with a simple pipeline layout and easy maintenance and debugging.
The system consists of three circuits: overpressure protection and pressure regulation circuit, synchronization circuit, and speed circuit.
The pressure regulating circuit adjusts the working pressure of the system through the main relief valve. The working pressure of the system is 19.5MPa.
The synchronous circuit synchronizes the coarse steps of the upward and downward movement of the upper roller through a diversion throttle valve, and adjusts the throttle valve up and down; Encoder detection.
The speed circuit controls the flipping and resetting of the flipping side machine, and adjusts the throttling speed of the circuit through a throttle valve.
4-2. Various protections
The upward and downward movements of the upper roller are respectively protected by overflow valves for pressure limit protection.
5、 Electrical control system
5-1. Overall Overview
The equipment electrical control system consists of an operation console and a handheld button box. Power supply three-phase four wire system 380V/50Hz.
The control circuit adopts a PLC programmable controller system, with reliable relay action and long service life.
The control cabinet is equipped with all control buttons and indicator lights for completing the product rolling process, in order to monitor and control the rolling work status of the entire machine.
5-2. The touch screen screen can display fixed and horizontally movable positions, and can also set the downward and horizontal positions of the upper roller. Press the display area of the set position to pop up the numeric keypad. After entering the set amount according to the request, press "ENT". The horizontal movement setting is preceded by a "+" or "-" symbol and can be switched between buttons, representing the forward or backward movement of the upper roller. When the upper roller is in the center, it is set to "0".
In any screen, press the "System Run" button to display the position of the rotary encoder and set the position of the upper roller. The position of the upper roller can be synchronously controlled. According to the set displacement, press the "Upper Roller Run" button to synchronize the flipping side and fixed side to the desired position; After pressing the "Upper Roller Reset" button, flip over and fix the ruler to return to the zero position, and reset to the initial position (upper top). When the upper roller is at the top or pressing the sheet and in contact with the lower roller, horizontal movement is not allowed.
5-3. Various protections
Each motor has corresponding circuit breakers for overcurrent and short circuit protection;
Each motor has corresponding thermal relays for overload protection;
There are corresponding limit switches for the horizontal movement of the upper roller and the lifting of the support roller for limit protection; Address:Room 1202, Detaitang Building, No. 118 Huaguang Road, Zhangdian District, Zibo, Shandong
Address:Room 1202, Detaitang Building, No. 118 Huaguang Road, Zhangdian District, Zibo, Shandong WhatsApp:+8615653328535
WhatsApp:+8615653328535 Wechat: +8615965331535
Wechat: +8615965331535  E-mail:zs@sdsmachinery.com
E-mail:zs@sdsmachinery.com